冲压件加工厂说一下单工序模的装配
点击数:713
发布时间: 来源:

单工序冲裁模分无导向装置的冲裁模和有导向装置的冲裁模两种类型;
对于无导向装置的冲裁模,冲压件加工厂在装配时,可以按图样要求将上、下模分别进行装配,其凸、凹模间隙是在冲裁模被安装在压力机上时进行调整的,
但在装配前一定要将凸模插入凹模,检查间隙是否合适且周边均匀;冲压件加工厂中单工序冲裁模一般以凹模作为基准,然后再以基准件配装上模并调好间隙值;
而对于有导向装置的冲裁模,装配时首先要选择基准件、在以电火花线切割作为凹模型孔加工手段的前提下,有导向装置单工序冲裁模的装配步骤如下;
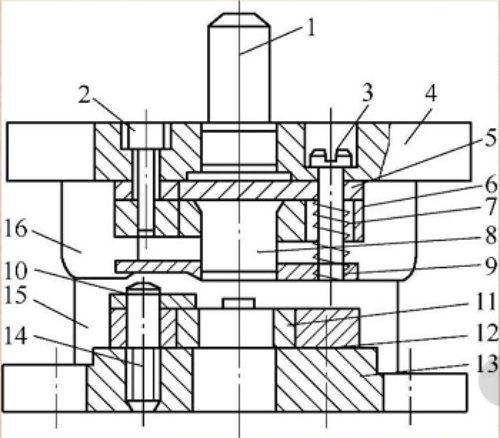
1—模柄 2—内六角圆柱头螺钉 3—卸料螺钉 4—上模板 5—垫板 6—凸模固定板 7—弹簧 8—凸模 9—卸料板 10—定位板 11—凹模 12—凹模套 13—下模座 14—螺钉 15—导柱 16—导套
推荐文章:五金冲压件模具装配的程序和原则